



众所周知,在整个制砂生产线的合理,环保的配置方法中,配备脉冲除尘器和水洗砂机是一种流行的趋势。 然后,问题来了。 在湿洗沙的废水中,细沙和表层沙不可避免地会随着水流而流失。 每条生产线将损失约5%-25%的含量。 数量也非常惊人。 编辑认为,如果收集了这些丢失的部分,这部分利润将是非常可观的。 今天冠诚重工推荐一台小设备解决大问题
让我们分析细沙如何从根本原因流失,并考虑补救措施。
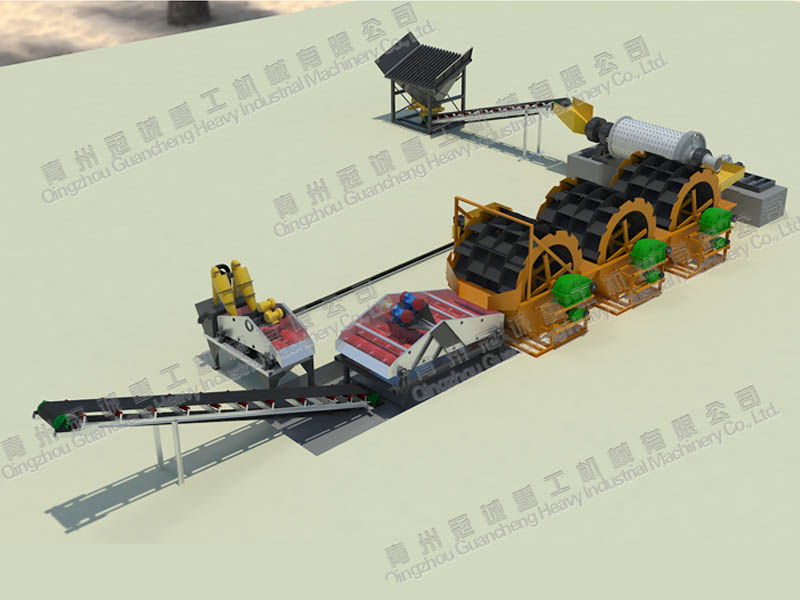
轮式洗砂机广泛用于矿山,建材,化工,交通,混凝土搅拌站等物料洗涤领域。 洗砂过程是圆周运动。 螺旋洗砂设备利用螺旋叶片的推动作用来清洁土壤。 与轮式洗砂机相比,螺旋式洗砂机具有更高的清洁度和更好的石材清洁效果。 以相同的方式,使用不同比例的沙子,泥浆和水来提取沿着滑道的沙子,水和泥浆。 但是,无论使用哪种洗砂机,在搅动水源的过程中,大部分的砂不可避免地会被带走,并且在分离时会从水箱中流走。 然后制砂生产线不可避免地造成了大部分损失。 此外,轮式洗砂机的筛网毕竟不能太薄,因此不可避免地会损失细砂和表层砂。因此如何解决此类问题,许多制砂生产线制造商提出了多种方式:
1.多级沉淀池沉淀法
洗砂废水流入沉淀池。配备3层,随着时间的推移,沉积物将逐层沉积。 由于沙子和泥土的比例较重,因此可以在较长时间后将其分离。
当然,这种方法也有缺点。 长期的沉淀过程占用了沉淀池的大面积区域,后期需要人工开挖沉淀砂和沉淀泥。 可以说这是费时,费力和费力的。
2.配备脱水筛设备
洗砂废水直接排放到线性脱水筛的筛面以回收损失的砂粒。
缺点是原料中几乎没有泥浆,没有问题,但是如果泥浆过多,则后一个环节将变得毫无用处,并且根本不会起到回收作用。 回收的是沉积物混合物。
3.细砂回收装置的回收
洗砂废水直接排入细沙收集器的下部水箱,混合的砂泥水被渣浆泵击中旋风分离器,然后排到筛面。 细砂部分与筛面一起排出,泥和水又流回下部水箱,形成回路,不断从废水中提取砂子。
暂时没有发现其他故障和理论上的问题,并且细砂回收装置在市场上是相对公认的。

损失的沙子水被排入水池,并添加一种化学试剂,该化学试剂可使泥浆和沙子迅速聚集成絮状物,从而实现砂泥的快速分离。 但是,该方法主要用于煤泥工业中以回收和使用细煤和细煤。 在沙石场中的使用有一定的局限性,暂时无法推广。